
実践における品質管理
出荷前に一貫性、適合性、組立準備状態を検証するために、実際の製造プロセスに沿った品質管理方法。
プロセス管理によって達成される精度
寸法精度は、主にレーザー切断(板金・チューブ)、ワイヤー放電加工機、CNC旋盤またはフライス加工などの制御された製造プロセスによって達成されます。
典型的なプロセス精度:
- • レーザー切断(板金 / チューブ):±0.1-0.2 mm
- • CNC旋盤 / フライス加工:±0.02-0.05 mm
- • ワイヤー放電加工機(端部界面):±0.01–0.02 mm
実際の公差は、部品の形状と材料によって異なります。
適合性と組立検証に焦点を当てたQC
品質管理は、重要な寸法を検証し、偏差を検出し、出荷前に部品が組立に適していることを確認するために適用されます。
重点分野:
- • 組立関連寸法
- • インターフェースの位置合わせと干渉
- • バッチ間の一貫性
組立チェックのための治具ベースの検査
CNCで作製された検査治具を使用して、3Dモデルと組立条件に基づき、適合性、位置合わせ、および潜在的な干渉を検証します。
治具精度(標準):
- • CNC機械加工された検査治具:±0.05–0.1 mm
治具は、高精度測定ではなく、適合性と組立検証を目的としています。
主要寸法の実用的な測定
ノギスやマイクロメータなどの手動工具を使用して、定義された重要な寸法をチェックし、生産中のバッチの一貫性を監視します。
測定能力:
- • ノギス:±0.02 mm
- • マイクロメータ:±0.01 mm
高精度要件の明確な範囲
精度が重要なフィーチャーについては、精度は後工程の測定ではなく、CNC制御プロセスによって直接保証されます。
検査は、実験室レベルの認証ではなく、機能要件と組立要件の検証に焦点を当てています。
表示されている公差範囲は、標準的な生産能力を反映しています。最終的な検査範囲と合格基準は、顧客図面およびプロジェクト要件によって定義されます。
コンセプトからコンポーネントへ、あらゆる段階で卓越性を。

設備とプロセスによる
精度の達成

レーザー切断精度(板金・チューブ)
多くの部品の寸法精度は、板金およびチューブのレーザー切断によって直接達成されます。正確なプロファイル、穴、端部形状は、追加調整なしで組立要件を満たすように製造されます。

複雑な端部インターフェースのためのワイヤー放電加工
ワイヤー放電加工は、精度が重要な端面や複雑な交差形状に使用されます。このプロセスにより、従来の切断方法では不十分な場合に、正確な嵌合フィーチャーが可能になります。
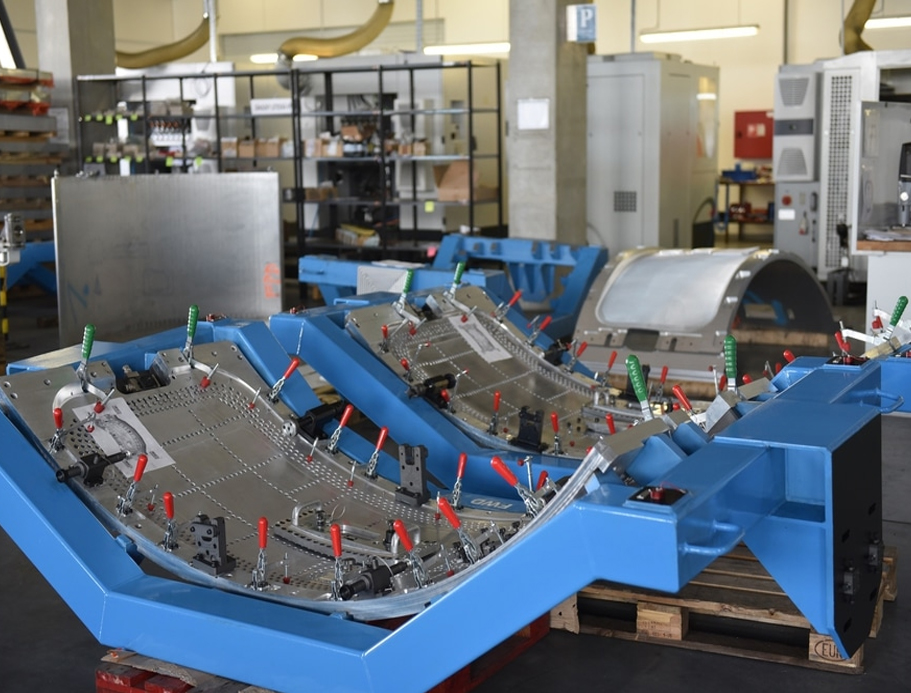
CNC機械加工された検査治具
CNC機械加工された検査治具は、3Dモデルに基づいて、適合性、位置合わせ、および潜在的な干渉を検証するために使用されます。これらの治具は組立状態をシミュレートし、問題を早期に特定するのに役立ちます。

主要寸法の手動測定
ノギスとマイクロメータは、定義された重要な寸法をチェックし、日常的な品質管理の一環として生産バッチ内の一貫性を監視するために使用されます。

出荷前の組立検証
最終チェックは、組立準備状態に焦点を当てており、適合性検証や基本的な機能的位置合わせを含み、納入後の設置問題を低減します。
お客様の声
精度と信頼性で世界中の大手メーカーから信頼されています

トーマス・W
「適合性と組立に焦点を当てた品質チェックにより、出荷前に位置合わせの問題を発見することができました。これにより、現場設置時の手直しを回避できました。」

ジェームズ・H
「ZhongXinのQCアプローチは、製造現場の現実に明確に沿っています。部品は組立準備が整った状態で到着し、予期しない干渉や調整は必要ありませんでした。」

ピョートル・K
「治具ベースの検査を使用することで、部品が意図したとおりに組み立てられるという自信が得られました。これにより、異なるプロセス間の調整の問題が軽減されました。」

セルゲイ・A
「図面に従って組み立てることで、複数のサプライヤーワークフローに起因する公差関連の問題を減らすことができました。これにより、最終設置時の時間とコストを節約できました。」