
Qualitätskontrolle in der Praxis
Qualitätskontrollmethoden, die auf reale Fertigungsprozesse abgestimmt sind, um Konsistenz, Passgenauigkeit und Montagebereitschaft vor dem Versand zu überprüfen.
Präzision durch Prozesskontrolle
Maßgenauigkeit wird hauptsächlich durch kontrollierte Fertigungsprozesse wie Laserschneiden (Blech & Rohr), Drahterodieren und CNC-Drehen oder -Fräsen erreicht.
Typische Prozessgenauigkeit:
- • Laserschneiden (Blech / Rohr): ±0,1-0,2 mm
- • CNC-Drehen / -Fräsen: ±0,02-0,05 mm
- • Drahterodieren (Endschnittstellen): ±0,01–0,02 mm
Die tatsächliche Toleranz hängt von der Geometrie und dem Material des Teils ab.
Qualitätskontrolle mit Fokus auf Passungs- & Montageprüfung
Die Qualitätskontrolle wird angewandt, um kritische Abmessungen zu überprüfen, Abweichungen zu erkennen und sicherzustellen, dass Teile vor dem Versand für die Montage geeignet sind.
Schwerpunktbereiche:
- • Montagerelevante Abmessungen
- • Schnittstellenausrichtung und Interferenz
- • Chargenübergreifende Konsistenz
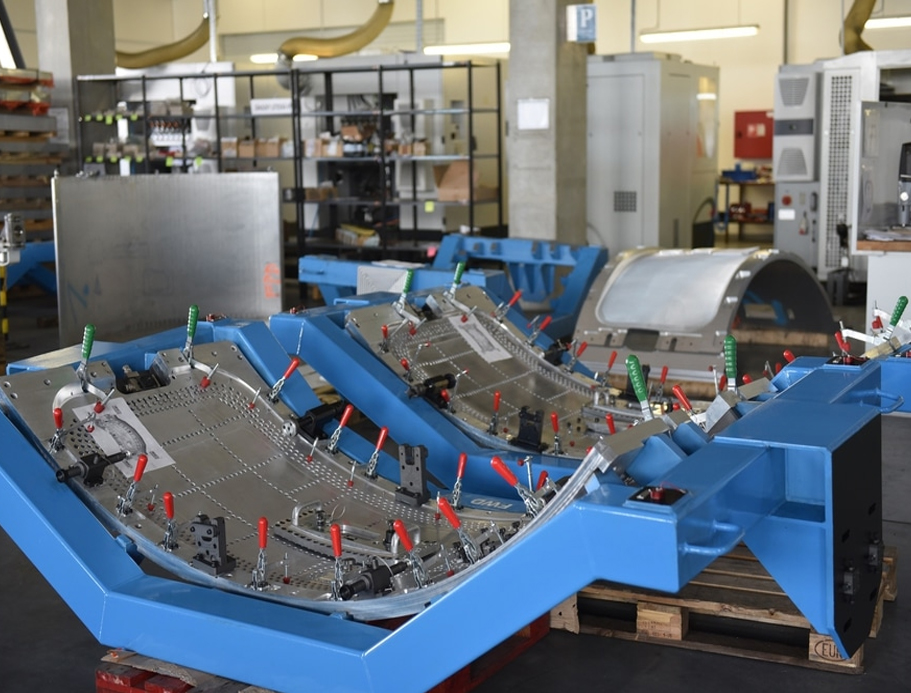
Vorrichtungsbasierte Prüfung für Montagekontrollen
CNC-gefertigte Prüfvorrichtungen werden verwendet, um Passung, Ausrichtung und potenzielle Interferenzen basierend auf 3D-Modellen und Montagebedingungen zu validieren.
Vorrichtungsgenauigkeit (typisch):
- • CNC-gefräste Prüfvorrichtungen: ±0,05–0,1 mm
Vorrichtungen sind für die Passungs- und Montagevalidierung gedacht, nicht für hochpräzise Messtechnik.
Praktische Messung von Schlüsselabmessungen
Manuelle Werkzeuge wie Messschieber und Mikrometer werden verwendet, um definierte kritische Maße zu prüfen und die Chargenkonsistenz während der Produktion zu überwachen.
Messfähigkeit:
- • Messschieber: ±0,02 mm
- • Mikrometer: ±0,01 mm
Klarer Rahmen für hochpräzise Anforderungen
Bei präzisionskritischen Merkmalen wird die Genauigkeit direkt durch CNC-gesteuerte Prozesse sichergestellt und nicht durch nachgelagerte Messungen.
Die Prüfung konzentriert sich auf die Überprüfung funktionaler und montagetechnischer Anforderungen und nicht auf eine laborgerechte Zertifizierung.
Die angegebenen Toleranzbereiche spiegeln die typische Produktionsfähigkeit wider. Der endgültige Prüfumfang und die Annahmekriterien werden durch die Kundenzeichnungen und Projektanforderungen definiert.
Vom Konzept zum Bauteil, Exzellenz in jedem Schritt.

Präzision erreichen durch
Ausrüstung und Prozesse

Genauigkeit beim Laserschneiden (Blech & Rohr)
Die Maßgenauigkeit vieler Teile wird direkt durch das Laserschneiden von Blech und Rohr erreicht. Präzise Profile, Löcher und Endgeometrien werden erzeugt, um die Montageanforderungen ohne zusätzliche Nacharbeit zu erfüllen.

Drahterodieren für komplexe Endschnittstellen
Drahterodieren wird für präzisionskritische Stirnflächen und komplexe Schnittstellengeometrien eingesetzt. Dieses Verfahren ermöglicht genaue Passungsmerkmale, bei denen herkömmliche Schneidverfahren nicht ausreichen.
CNC-gefertigte Prüfvorrichtungen
CNC-gefräste Prüfvorrichtungen werden verwendet, um Passung, Ausrichtung und potenzielle Interferenzen basierend auf 3D-Modellen zu überprüfen. Diese Vorrichtungen simulieren Montagebedingungen und helfen, Probleme frühzeitig zu erkennen.

Manuelle Messung von Schlüsselabmessungen
Messschieber und Mikrometer werden im Rahmen der routinemäßigen Qualitätskontrolle verwendet, um definierte kritische Maße zu prüfen und die Konsistenz innerhalb der Produktionschargen zu überwachen.

Montageüberprüfung vor dem Versand
Die Endkontrollen konzentrieren sich auf die Montagebereitschaft, einschließlich Passungsprüfung und grundlegender funktionaler Ausrichtung, um Installationsprobleme nach der Lieferung zu reduzieren.
Was unsere Kunden sagen
Vertrauen führender Hersteller weltweit in unsere Präzision und Zuverlässigkeit

Thomas W.
„Die Qualitätskontrollen mit Fokus auf Passung und Montage halfen uns, Ausrichtungsprobleme vor dem Versand zu erkennen. Dies vermied Nacharbeit während der Montage vor Ort."

James H.
„Der QS-Ansatz von ZhongXin ist klar an der Fertigungsrealität ausgerichtet. Die Teile waren montagebereit, ohne unerwartete Interferenzen oder Anpassungsbedarf."

Piotr K.
„Die Verwendung von vorrichtungsbasierten Prüfungen gab uns die Sicherheit, dass Teile wie vorgesehen montiert werden können. Dies reduzierte Koordinationsprobleme über verschiedene Prozesse hinweg."

Cergey A.
„Die Montage gemäß Zeichnung trug dazu bei, toleranzbedingte Probleme aus Multi-Lieferanten-Workflows zu reduzieren. Dies sparte sowohl Zeit als auch Kosten während der Endmontage."