
Контроль качества на практике
Методы контроля качества, согласованные с реальными производственными процессами для проверки согласованности, соответствия и готовности к сборке перед отправкой.
Точность, достигаемая контролем процессов
Размерная точность достигается в первую очередь за счет контролируемых производственных процессов, таких как лазерная резка (листа и трубы), электроэрозионная обработка проволокой, а также токарная или фрезерная обработка с ЧПУ.
Типичная точность процесса:
- • Лазерная резка (лист / труба): ±0,1-0,2 мм
- • Токарная / фрезерная обработка с ЧПУ: ±0,02-0,05 мм
- • Электроэрозионная обработка проволокой (торцевые интерфейсы): ±0,01–0,02 мм
Фактический допуск зависит от геометрии детали и материала.
Контроль качества, ориентированный на проверку посадки и сборки
Контроль качества применяется для проверки критических размеров, обнаружения отклонений и подтверждения пригодности деталей к сборке перед отправкой.
Основные направления:
- • Размеры, связанные со сборкой
- • Выравнивание интерфейсов и интерференция
- • Согласованность от партии к партии
Контроль с использованием приспособлений для проверки сборки
Контрольные приспособления, изготовленные на станках с ЧПУ, используются для проверки посадки, выравнивания и возможных помех на основе 3D-моделей и условий сборки.
Точность приспособления (типичная):
- • Контрольные приспособления, обработанные на ЧПУ: ±0,05–0,1 мм
Приспособления предназначены для проверки посадки и сборки, а не для высокоточной метрологии.
Практическое измерение ключевых размеров
Ручные инструменты, такие как штангенциркули и микрометры, используются для проверки заданных критических размеров и контроля согласованности партий во время производства.
Возможности измерения:
- • Штангенциркули: ±0,02 мм
- • Микрометры: ±0,01 мм
Четкие рамки для требований высокой точности
Для критически важных с точки зрения точности характеристик точность обеспечивается непосредственно процессами с ЧПУ, а не последующими измерениями.
Контроль фокусируется на проверке функциональных и сборочных требований, а не на сертификации лабораторного уровня.
Указанные диапазоны допусков отражают типичные производственные возможности. Окончательный объем контроля и критерии приемки определяются чертежами заказчика и требованиями проекта.
От концепции до компонента, совершенство на каждом этапе.

Достижение точности с помощью
оборудования и процессов

Точность лазерной резки (лист и труба)
Размерная точность многих деталей достигается непосредственно за счет лазерной резки листа и трубы. Точные профили, отверстия и торцевые элементы изготавливаются для соответствия требованиям сборки без дополнительной подгонки.

Электроэрозионная обработка проволокой для сложных торцевых интерфейсов
Электроэрозионная обработка проволокой используется для критически важных по точности торцевых поверхностей и сложных геометрий пересечений. Этот процесс позволяет создавать точные сопрягаемые элементы там, где обычные методы резки недостаточны.
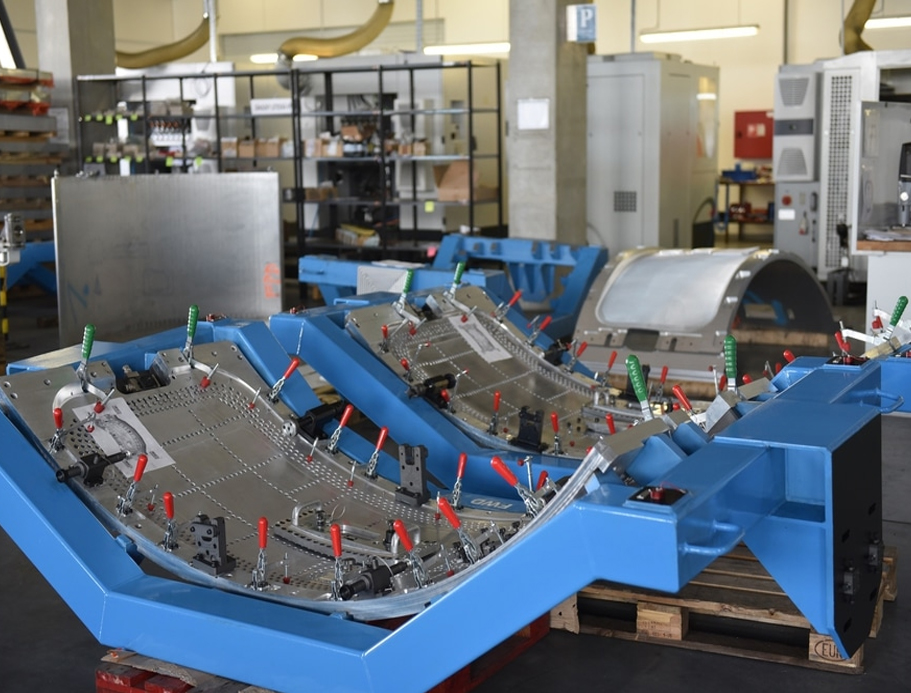
Контрольные приспособления, обработанные на ЧПУ
Контрольные приспособления, обработанные на ЧПУ, используются для проверки посадки, выравнивания и возможных помех на основе 3D-моделей. Эти приспособления моделируют условия сборки и помогают выявлять проблемы на ранней стадии.

Ручное измерение ключевых размеров
Штангенциркули и микрометры используются для проверки заданных критических размеров и контроля согласованности в производственных партиях в рамках регулярного контроля качества.

Проверка сборки перед отправкой
Окончательные проверки сосредоточены на готовности к сборке, включая проверку посадки и базового функционального выравнивания, чтобы уменьшить проблемы при установке после доставки.
Что говорят наши клиенты
Пользующийся доверием ведущих мировых производителей благодаря точности и надежности

Томас В.
«Проверки качества, ориентированные на посадку и сборку, помогли нам выявить проблемы с выравниванием до отправки. Это позволило избежать переделок при установке на месте.»

Джеймс Х.
«Подход ZhongXin к контролю качества четко согласован с производственными реалиями. Детали поступили готовыми к сборке, без неожиданных помех или необходимости подгонки.»

Петр К.
«Использование контроля на основе приспособлений дало нам уверенность в том, что детали будут собираться должным образом. Это уменьшило проблемы координации между различными процессами.»

Сергей А.
«Сборка, выполненная в соответствии с чертежами, помогла уменьшить проблемы, связанные с допусками, возникающие из-за рабочих процессов с несколькими поставщиками. Это сэкономило время и затраты при окончательной установке.»