
Pratikte Kalite Kontrol
Sevkiyat öncesinde tutarlılığı, uyumu ve montaja hazır olma durumunu doğrulamak için gerçek üretim süreçleriyle uyumlu kalite kontrol yöntemleri.
Proses Kontrolü ile Elde Edilen Hassasiyet
Boyutsal doğruluk, öncelikle lazer kesim (sac & boru), tel EDM ve CNC tornalama veya frezeleme gibi kontrollü üretim süreçleriyle elde edilir.
Tipik proses doğruluğu:
- • Lazer kesim (sac / boru): ±0,1-0,2 mm
- • CNC tornalama / frezeleme: ±0,02-0,05 mm
- • Tel EDM (uç arayüzleri): ±0,01–0,02 mm
Gerçek tolerans, parça geometrisine ve malzemeye bağlıdır.
Uyum ve Montaj Doğrulamasına Odaklanan Kalite Kontrolü
Kalite kontrol, kritik boyutları doğrulamak, sapmaları tespit etmek ve parçaların sevkiyattan önce montaja uygun olduğunu teyit etmek için uygulanır.
Odak alanları:
- • Montajla ilgili boyutlar
- • Arayüz hizalaması ve müdahalesi
- • Partiler arası tutarlılık
Montaj Kontrolleri için Fikstür Tabanlı Muayene
3D modeller ve montaj koşullarına dayalı olarak uyumu, hizalamayı ve olası müdahaleyi doğrulamak için CNC yapımı muayene fikstürleri kullanılır.
Fikstür doğruluğu (tipik):
- • CNC ile işlenmiş muayene fikstürleri: ±0,05–0,1 mm
Fikstürler, yüksek hassasiyetli metrolojiden ziyade uyum ve montaj doğrulaması için tasarlanmıştır.
Anahtar Boyutlar için Pratik Ölçüm
Kumpas ve mikrometre gibi manuel aletler, tanımlanmış kritik boyutları kontrol etmek ve üretim sırasında parti tutarlılığını izlemek için kullanılır.
Ölçüm kapasitesi:
- • Kumpaslar: ±0,02 mm
- • Mikrometreler: ±0,01 mm
Yüksek Hassasiyet Gereksinimleri için Net Kapsam
Hassasiyet kritik özellikler için doğruluk, proses sonrası ölçümden ziyade doğrudan CNC kontrollü prosesler tarafından sağlanır.
Muayene, laboratuvar sınıfı sertifikasyondan ziyade işlevsel ve montaj gereksinimlerini doğrulamaya odaklanır.
Gösterilen tolerans aralıkları tipik üretim kapasitesini yansıtır. Nihai muayene kapsamı ve kabul kriterleri, müşteri çizimleri ve proje gereksinimleri tarafından tanımlanır.
Konseptten Bileşene, Her Adımda Mükemmellik.

Ekipman ve proseslerle
hassasiyet elde etmek

Lazer Kesim Doğruluğu (Sac & Boru)
Birçok parça için boyutsal doğruluk, doğrudan sac ve borunun lazerle kesilmesiyle elde edilir. Hassas profiller, delikler ve uç özellikleri, ek ayar gerektirmeden montaj gereksinimlerini karşılayacak şekilde üretilir.

Karmaşık Uç Arayüzleri için Tel EDM
Tel EDM, hassasiyet kritik uç yüzler ve karmaşık kesişim geometrileri için kullanılır. Bu proses, geleneksel kesme yöntemlerinin yetersiz kaldığı durumlarda doğru eşleşme özellikleri sağlar.
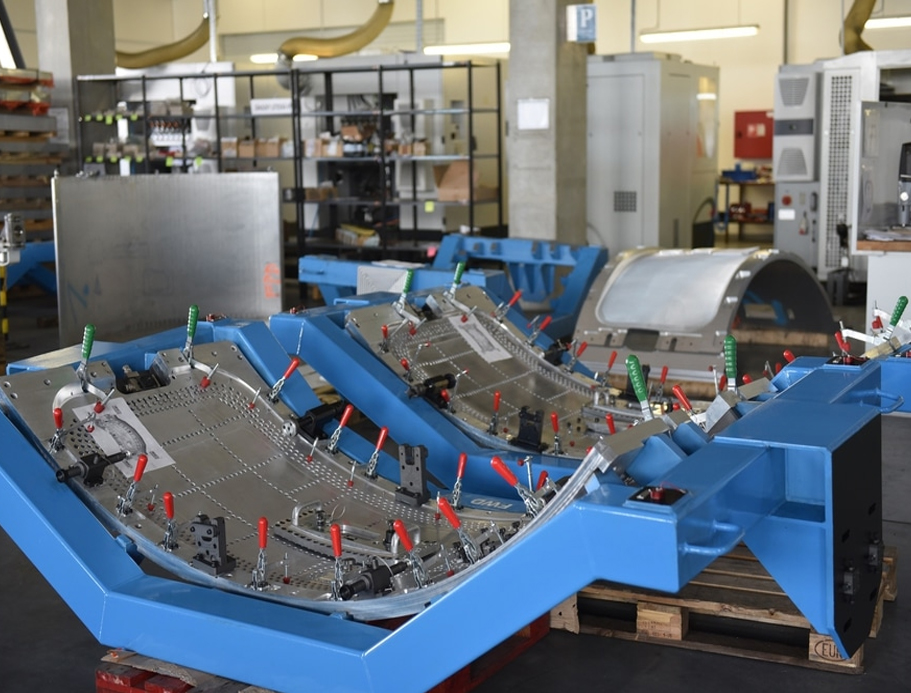
CNC ile İşlenmiş Muayene Fikstürleri
3D modellere dayalı olarak uyumu, hizalamayı ve olası müdahaleyi doğrulamak için CNC ile işlenmiş muayene fikstürleri kullanılır. Bu fikstürler montaj koşullarını simüle eder ve sorunların erken tespit edilmesine yardımcı olur.

Anahtar Boyutların Manuel Ölçümü
Kumpaslar ve mikrometreler, tanımlanmış kritik boyutları kontrol etmek ve rutin kalite kontrolün bir parçası olarak üretim partileri içindeki tutarlılığı izlemek için kullanılır.

Sevkiyat Öncesi Montaj Doğrulaması
Son kontroller, teslimattan sonra kurulum sorunlarını azaltmak için uyum doğrulaması ve temel işlevsel hizalama dahil olmak üzere montaja hazır olmaya odaklanır.
Müşterilerimiz Ne Diyor
Trusted by leading manufacturers worldwide for precision and reliability

Thomas W.
“Uyum ve montaja odaklanan kalite kontrolleri, sevkiyattan önce hizalama sorunlarını yakalamamıza yardımcı oldu. Bu, yerinde kurulum sırasında yeniden işlemeyi önledi.”

James H.
“ZhongXin'in kalite kontrol yaklaşımı, üretim gerçekliğiyle açıkça uyumludur. Parçalar montaja hazır olarak geldi, beklenmedik bir müdahale veya ayar gerektirmedi.”

Piotr K.
“Fikstür tabanlı muayene kullanmak, parçaların amaçlandığı gibi monte edileceğine dair bize güven verdi. Bu, farklı süreçler arasındaki koordinasyon sorunlarını azalttı.”

Sergey A.
“Montajın çizimlere göre yapılması, çoklu tedarikçi iş akışlarının neden olduğu toleransla ilgili sorunların azaltılmasına yardımcı oldu. Bu, son kurulum sırasında hem zamandan hem de maliyetten tasarruf sağladı.”