
مراقبة الجودة في التطبيق العملي
طرق مراقبة جودة تتماشى مع عمليات التصنيع الفعلية للتحقق من الاتساق والملاءمة وجاهزية التجميع قبل الشحن.
دقة تتحقق من خلال التحكم في العملية
يتم تحقيق الدقة الأبعادية بشكل أساسي من خلال عمليات تصنيع محكومة مثل القطع بالليزر (للصفائح والأنابيب)، وقطع الأسلاك EDM، والخراطة أو التفريز باستخدام الحاسب الآلي.
دقة العملية النموذجية:
- • القطع بالليزر (صفائح / أنابيب): ±0.1-0.2 مم
- • الخراطة / التفريز باستخدام الحاسب الآلي: ±0.02-0.05 مم
- • قطع الأسلاك EDM (الواجهات الطرفية): ±0.01–0.02 مم
يعتمد التسامح الفعلي على هندسة الجزء والمادة.
مراقبة الجودة تركز على التحقق من الملاءمة والتجميع
يتم تطبيق مراقبة الجودة للتحقق من الأبعاد الحرجة، واكتشاف الانحرافات، والتأكد من أن الأجزاء مناسبة للتجميع قبل الشحن.
مجالات التركيز:
- • الأبعاد المرتبطة بالتجميع
- • محاذاة الواجهات ومنع التداخل
- • الاتساق من دفعة إلى أخرى
الفحص القائم على التركيبات لتدقيقات التجميع
تُستخدم تركيبات فحص مصنوعة باستخدام الحاسب الآلي للتحقق من الملاءمة والمحاذاة والتداخل المحتمل بناءً على النماذج ثلاثية الأبعاد وظروف التجميع.
دقة التركيبات (نموذجية):
- • تركيبات فحص مُشكّلة باستخدام الحاسب الآلي: ±0.05–0.1 مم
التركيبات مخصصة للتحقق من الملاءمة والتجميع وليس للقياس عالي الدقة.
قياس عملي للأبعاد الرئيسية
تُستخدم أدوات يدوية مثل الفرجار والميكرومتر لفحص الأبعاد الحرجة المحددة ومراقبة اتساق الدفعة أثناء الإنتاج.
القدرة على القياس:
- • الفرجار: ±0.02 مم
- • الميكرومتر: ±0.01 مم
نطاق واضح لمتطلبات الدقة العالية
بالنسبة للميزات الحرجة الدقة، يتم ضمان الدقة مباشرة من خلال عمليات التحكم باستخدام الحاسب الآلي وليس عن طريق القياس بعد العملية.
يركز الفحص على التحقق من المتطلبات الوظيفية والتجميعية بدلاً من الشهادات المخبرية.
نطاقات التسامح الموضحة تعكس القدرة الإنتاجية النموذجية. يتم تحديد نطاق الفحص النهائي ومعايير القبول من خلال رسومات العميل ومتطلبات المشروع.
من الفكرة إلى المكون، التميز في كل خطوة.

تحقيق الدقة من خلال
المعدات والعمليات

دقة القطع بالليزر (للصفائح والأنابيب)
يتم تحقيق الدقة الأبعادية للعديد من الأجزاء مباشرة من خلال القطع بالليزر للصفائح والأنابيب. يتم إنتاج مقاطع دقيقة وفتحات وميزات نهاية لتلبية متطلبات التجميع دون تعديل إضافي.

قطع الأسلاك EDM للواجهات النهائية المعقدة
يُستخدم قطع الأسلاك EDM للأسطح النهائية الحرجة الدقة وهندسات التقاطع المعقدة. تتيح هذه العملية إنشاء ميزات تطابق دقيقة حيث تكون طرق القطع التقليدية غير كافية.
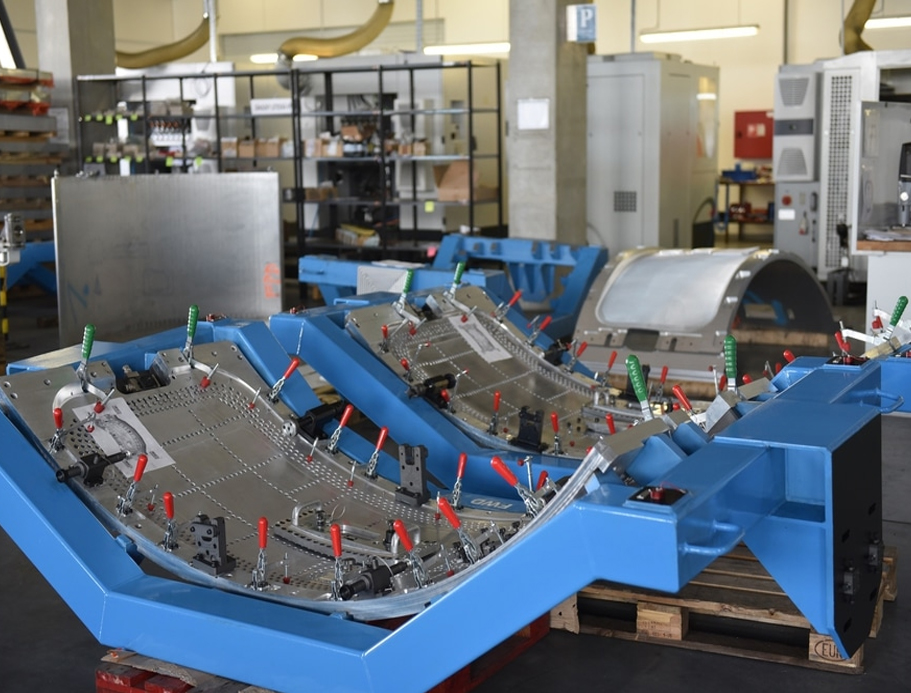
تركيبات فحص مُشكّلة باستخدام الحاسب الآلي
تُستخدم تركيبات الفحص المُشكّلة باستخدام الحاسب الآلي للتحقق من الملاءمة والمحاذاة والتداخل المحتمل بناءً على النماذج ثلاثية الأبعاد. تحاكي هذه التركيبات ظروف التجميع وتساعد في تحديد المشكلات مبكرًا.

القياس اليدوي للأبعاد الرئيسية
يُستخدم الفرجار والميكرومتر لفحص الأبعاد الحرجة المحددة ومراقبة الاتساق داخل دفعات الإنتاج كجزء من مراقبة الجودة الروتينية.

التحقق من التجميع قبل الشحن
تركز الفحوصات النهائية على جاهزية التجميع، بما في ذلك التحقق من الملاءمة والمحاذاة الوظيفية الأساسية، لتقليل مشكلات التركيب بعد التسليم.
ماذا يقول عملاؤنا
موثوق به من قبل كبار المصنعين عالمياً للدقة والموثوقية

توماس دبليو.
"ساعدتنا فحوصات الجودة التي تركز على الملاءمة والتجميع في اكتشاف مشكلات المحاذاة قبل الشحن. وقد جنبنا هذا إعادة العمل أثناء التركيب في الموقع."

جيمس إتش.
"نهج مراقبة الجودة في ZhongXin يتماشى بوضوح مع واقع التصنيع. وصلت الأجزاء جاهزة للتجميع، دون أي تداخل غير متوقع أو تعديل مطلوب."

بيوتر ك.
"استخدام الفحص القائم على التركيبات أعطانا الثقة في أن الأجزاء ستتجمع كما هو مقصود. هذا قلل من مشكلات التنسيق عبر العمليات المختلفة."

سيرجي أ.
"ساعد التجميع الذي تم وفقًا للرسومات في تقليل المشكلات المتعلقة بالتسامح والناتجة عن سير العمل متعدد الموردين. وفر هذا الوقت والتكلفة أثناء التركيب النهائي."